 |
|
|
|
|
|
|
| 13919120222 13893371158 |
|
| 0931-8589616 2142345 |
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
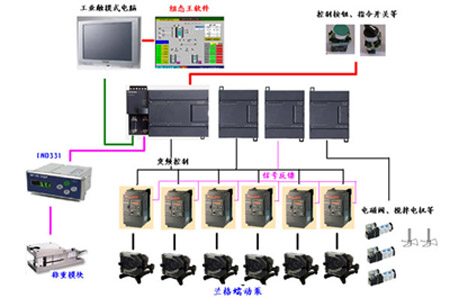
包衣配药系统是对配药过程进行自动控制,人机界面、plc、称重控制终端等更可靠的控制方式、计量方式完善配药系统。
配药的基本程序是:将五种成品液体种衣剂及水以一定的比例,通过蠕动泵加入到称量桶,五种种衣剂按照配料比重通过称量桶下托利多称重模块精确计量控制蠕动泵的运动及气动阀的闭合。称量结束后由专用蠕动泵抽入到搅拌桶经过充分搅拌后供包衣机使用。
配料顺序如下:
1)加料过程
开启稀释用水的蠕动泵和气动调节阀,往称量罐中加入水的同时称重传感器检测加入水的重量,当加入重量即将达到设置加入重量时要求仪表通过plc调整其蠕动泵的给料频率来调整给料速度,直至达到计量要求,关闭气动调节阀,关闭蠕动泵。接着开始种衣剂的配制,启动种衣剂a的气动阀及蠕动泵,待加到接近设定量时,plc开始控制变频器调整蠕动泵的电机转速,使泵的流量减少,达到设定量后,关闭电磁阀及蠕动泵,并开始种衣剂b的配制,配料过程同上。同理依次开始种衣剂c及d的配制。
2)出料过程
种衣剂c及d配制完成后,整个配料的称重过程完毕。打开称量桶的电磁阀,将配制好的物料通过循环泵抽入到搅拌桶,系统优先选择抽入到搅拌罐1,当搅拌罐1装满物料后,系统自动切换物料加入搅拌罐2,在进入搅拌罐的管路上分别装有电磁阀来控制是向搅拌罐1或搅拌罐2加料。系统检测称量桶放空或搅拌罐2物料加满时,开始对搅拌电机计时工作,搅拌充分后(时间在plc上预先设定)关闭搅拌电机。搅拌完成后,系统中所有泵、阀及搅拌电机进入初始关停状态,对称重仪表清零后准备下一阶段的配料。


|
|
|
| |
|
|
|
|
|
|